Q35:ハンド式 ファイバーレーザの基礎 Q&A
YAGレーザとファイバレーザの違いは? |
|---|
一般的なランプ励起YAGレーザとファイバレーザの違いを説明します。

・ランプは寿命が短く交換が必要になります。
・集光径は各社色々ありますが、ザックリ10倍径が違います。
これによってファイバレーザは吸収の悪い金属も溶接できる様になりました。
・ヘッドの重量はYAGが有利です。その理由はファイバ出口のコネクターが軽量で
シンプルだからです。また、出力も小さいのでヘッドの小型化が可能です。
| YAGのメリットとファイバのメリット |
|---|
【YAGのメリット】
・絶対的な歪を嫌う材料溶接。
・小型軽量ヘッド
【ファイバのメリット】
・小型で低価格
・メンテナンスが殆ど不要
・多彩な加工が可能
ファイバレーザの方が安い時代になり、YAGの出荷は減る一方。
しかし、一定の需要がある理由は低熱歪にあります。
QCW型の発振器を用いればYAGの様な照射はファイバレーザでも可能です。
| なぜファイバレーザのヘッドは大きくて重いのか? |
|---|
YAGより新しいファイバレーザのヘッドは大きくて重いのは何故でしょうか?と言う質問を多く受けます。
主に3点あります。
1.ファイバの規格に課題があり太くて重い。接続部も太くなってしまう。
2.モータ等で焦点を動かす必要がある。
3.どこまで小さくできるか?新技術なので改善を重ねている最中である。


| なぜYAGよりファイバレーザの方が多く販売されるのか? |
|---|
最近はYAGよりファイバレーザを選ぶお客様が多くなり比率で言うとYAGを選択
するお客様は1%いないのではないでしょうか?(弊社社内比率)
| ファイバレーザの欠点はありますか? |
|---|
もちろんあります。
YAGに比べて大きいヘッドは致命的と言える位、Tig技術者から嫌われます。
それでもその加工性能を見てファイバレーザを選択するお客様が増えているという状況です。
YAGと比較して少しのスパッタでもレーザが出なくなるので傾きに注意して作業する必要があります。
ヘッドを持った時の重さは各社900g~1500gはあるかと思います。
これはファイバケーブルの重量も絡み合いYAGとは比べ物にならない感じです。
現在、気流で回転駆動させる日本メーカ(某東京のW社)があり、それが現時点で最強最軽量のヘッドです。
日本のメーカは各社、中国メーカの代理店的な存在になってしまう企業が多い中、唯一日本製として業界を牽引する立派な企業だと思います。
| 何mmまで溶けますか?と言う質問をよく受けます。 |
|---|
Tigの業界だと5mmの溶接=5mm溶けると言う意味ではないみたいです。
レーザの業界だと5mmの溶接=5mm溶けると言う意味に受け取る人が多い。
溶けるだけならアルミであっても10mmは楽に溶けます。
結論から言うと2mm以上の溶け込みをする場合、コスパを考えて電気溶接の方が良いです。
レーザのメリットは溶接部が真っ赤にならない程度の溶接に価値があります。
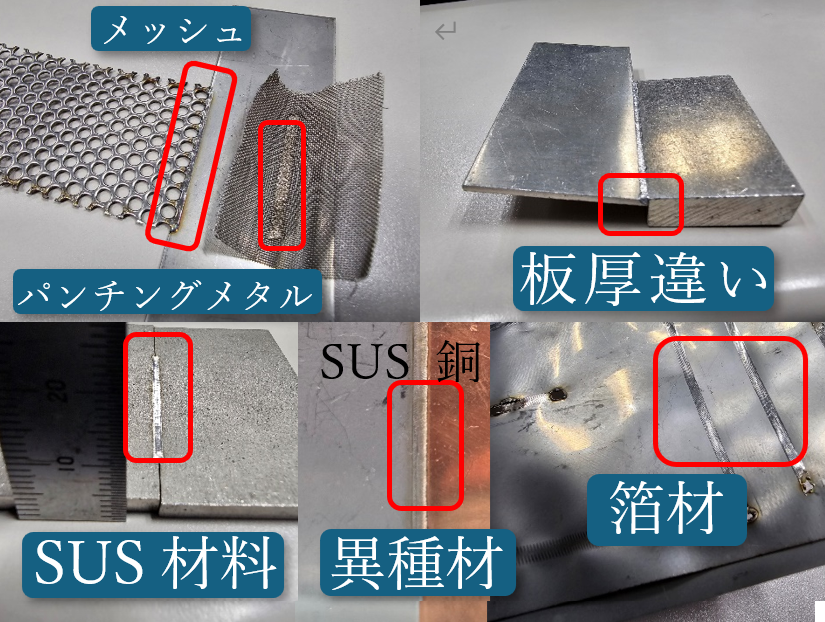
・板厚差のある溶接が可能です。
・パンチングメタルやメッシュ、箔材の溶接が可能です。
・異種金属の固相接合が可能です。(アルミ+銅)(SUS+銅)
| レーザ溶接の強度は? |
|---|
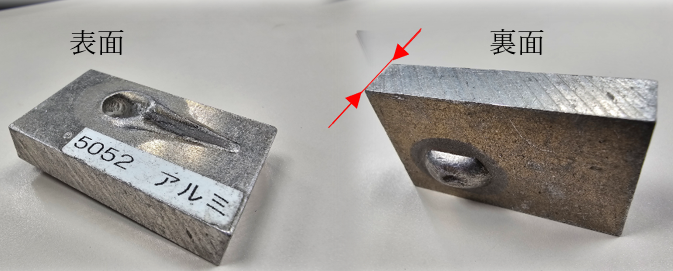
共付けの比較だとレーザの方が当然強度を得られます。
見た目で心配だと言う弱点もありますがレーザが周知されれば解決するでしょう。
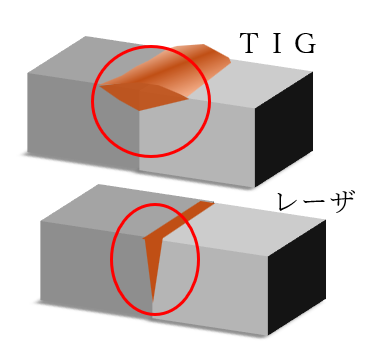
溶け込み深さは2倍以上。 余計な所は溶かさないから歪みません。
上に金属を盛れば強く見えるが歪みます。
| ワイヤーを用いて脚長を得たい |
|---|
ワイヤー供給機を用いて脚長を必要とする溶接も可能です。
ただ、Tig工法で指定がある物はTigで溶接した方が良いです。
ワイヤーは表面が凹むのを補う時や、Tigより熱影響を抑えたい場合に有効です。
殆どは共付けにレーザのメリットがあります。
※ 加工点が真っ赤になるくらい過熱しながらワイヤーを投入するとTigの様に溶接できますがレーザのメリットも半減します。
| レーザ溶接はTig溶接の代わりになりますか? |
|---|
お高いレーザ溶接機なので誰もが質問します。当然ですよね。
でも、レーザはTigの代わりにはなりません。
色々試した感想ですが、お互いの不得意個所を補完する関係だと考えます。
| どの様なお客様がレーザ溶接機を導入しますか? |
|---|
一番多いのがアルミ溶接です。
UWのレーザ溶接機はアルミに能力を発揮します。
理由は電池溶接のノウハウを注入してあるからです。
Tigでアルミを溶接する技術者はセンスの良い人でも育成に3年必要だと言われています。現場の管理職は技術者が不在であったり、ご機嫌が悪いと業務進行に支障がでることを恐れ、誰でも扱えるレーザ溶接機の導入を決めるケースが多いです。
ベテランのTig技術者は熱感覚が良いから直ぐにレーザの熱源に慣れてしまう傾向が伺えます。そのなかで、レーザとTigを使い分けているお客様が多いです。

| 空冷と水冷はどちらが良いですか? |
|---|
コンパクトで設置面積の少ない空冷式は2023年中国市場で約4万台売れた様です。
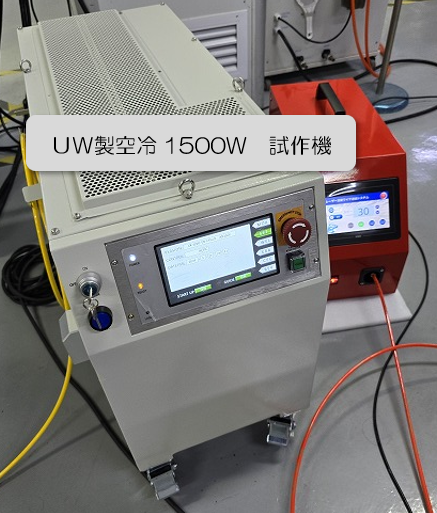
UWでも空冷の開発をしており、融点の低い冷却水(低温で沸騰する液体)を用いて空冷機の開発をしていました。
結論としては2024年時点で空冷機は時期尚早であり、もう少し改善が進むまでは水冷機を用いることにしました。
では、どの様な問題があったのでしょうか?
1つに特殊な液体なので漏れが発生し1万台回収するトラブルがでている点です。
もう一点は1200Wを超えるパワーだと35度以上の環境で出力低下を起こします。
ハンドレーザを用いる工場は金属粉が多く、初期型の下から上に空気を吐き出す構造では冷却器が詰まってしまいます。後発型は横吸い込み上吐出し構造になりました。
その理由で床がある程度綺麗であり部屋にエアコンを装備することを推奨しています。
1.特殊な液体漏れの恒久対策
2.冷却不足になる
3.腹が立つほどウルさい冷却音と熱風(広い工場だと大丈夫)
この課題を解決する為に2年位は市場の様子を観察しながら開発を継続します。
結論は2024年時点では冷却はチラーを使うのが良いと判断します。
| 将来的に進化していきますか? いつが買い時? |
|---|
はい。当然進化して行きます。
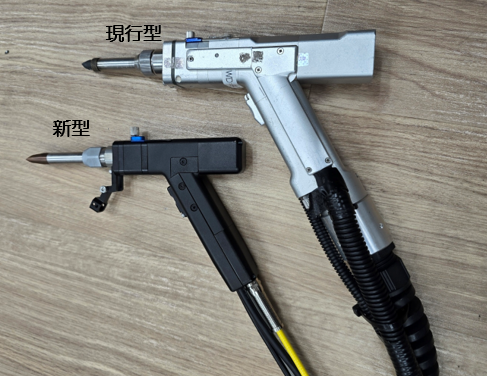
現状のファイバコネクターでは限界があるので、発振器をハンド専用設計します。
コネクターもハンド専用設計、この大きさであの太い個所のコネクターを含んでいる点が一番の差になります。
質量は今の半分位になりYAG同等の軽さと今の加工性能を発揮させます。
でも所詮は熱源なので、使うお客様の治具や加工技術が重要です。
程々に必要になった時に購入して社内技術を蓄積されることをお勧めします。

改良型が商品化されると一気に小型化が進みます。
開発中の新商品!

実績のある中国の良い部材を用いて、日本人が安心して使える日本仕様の商品に仕上げることが現代の日本製なのでは無いかと考えます。
ハンド,ファイバ,溶接機,中国製,展示会事情,UW,空冷,水冷,誰でも扱える,UW JAPAN,联赢激光,
レーザの部屋 TOPに戻る
